

Wie RTLS JIT und Sequenzierung in der Fertigung unterstützt

Just-in-Time-Fertigung wird oft als die richtige Materialmenge zur richtigen Zeit an den richtigen Ort beschrieben. In der Praxis ist das leichter gesagt als getan.
Die meisten Fabriken verfügen bereits über Systeme, die wissen, was passieren sollte. ERP-, MES- und WMS-Systeme definieren Produktionsaufträge, Materialbedarfe, Arbeitsanweisungen, Kommissionierlisten und Lieferpläne. Doch zwischen dem digitalen Plan und dem physischen Shopfloor fehlt oft eine entscheidende Ebene: Wo befindet sich das Material gerade, bewegt es sich, ist es an der richtigen Arbeitsstation und trifft es in der erwarteten Reihenfolge ein?
Genau hier kann ein Echtzeit-Ortungssystem eine neue Ebene der operativen Kontrolle schaffen.
Ein RTLS zeigt nicht nur Punkte auf einer Karte. In Kombination mit Geofences, Regeln, Triggern und Prozesskontext lassen sich Standortdaten nutzen, um eine deutlich wertvollere Frage zu beantworten:
Befindet sich das Richtige am richtigen Ort, zur richtigen Zeit, in der richtigen Reihenfolge?
Für Just-in-Time- und Sequenzierungsprozesse ist diese Frage entscheidend.
Das Problem mit JIT ohne Echtzeit-Transparenz
Viele Fertigungsbetriebe setzen bereits irgendeine Form der Just-in-Time-Materialversorgung ein. Ohne Echtzeit-Tracking stützt sich der Prozess jedoch oft auf manuelle Scans, papierbasierte Anweisungen, Bestätigungen durch Mitarbeitende, Funkrufe, Sichtprüfungen und Erfahrungswissen.
Diese Methoden können funktionieren, lassen aber blinde Flecken.
Ein System weiß möglicherweise, dass ein Kit kommissioniert wurde. Es weiß vielleicht, dass ein Produktionsauftrag freigegeben wurde. Es weiß womöglich sogar, dass Material zu einem bestimmten Zeitpunkt an einer Arbeitsstation sein sollte. Doch zwischen diesen Momenten bleibt der physische Materialfluss oft unsichtbar.
Das führt zu einer bekannten Reihe von Problemen:
| Problem | Typischer Workaround | Kosten |
|---|---|---|
Unsicherheit über die Ankunft |
Mehr Pufferbestand anlegen |
$$$$ |
Risiko fehlenden Materials |
Früher liefern als nötig |
$$$ |
Unbekannter Standort |
Manuelle Suche einsetzen |
$$$ |
Verpasste Scans |
Mehr Scan-Disziplin einfordern |
$$ |
Risiko der falschen Reihenfolge |
Manuelle Kontrollen hinzufügen |
$$ |
Risiko verspäteter Lieferung |
Expediteure oder Vorgesetzte einsetzen |
$$$$ |
Schlechte Ursachenanalyse |
Wiederkehrende Abstimmungsmeetings abhalten |
$$ |
Die Ironie dabei ist, dass viele dieser Workarounds den eigentlichen Wert von JIT verringern. Zusätzliche Puffer, vorgezogene Lieferungen, manuelle Kontrollen und Feuerwehreinsätze verursachen allesamt mehr Kosten, mehr Flächenverbrauch und mehr Komplexität. Statt eines schlanken Materialflusses hat die Fabrik am Ende ein „JIT auf dem Papier“ und zusätzlichen Bestand auf dem Shopfloor. In extremen Fällen greifen Hersteller sogar zu Notfallmaßnahmen, etwa indem fehlendes Material per Hubschrauber beschleunigt geliefert wird, nur um einen Linienstillstand zu verhindern.

Entdecken Sie die Pozyx-Plattform
Die Pozyx-Plattform vereint Indoor- und Outdoor-Positionsdaten, um vollständige Transparenz über Assets, Automatisierung und standortbasierte Einblicke für Logistik und Fertigung zu ermöglichen.
Pozyx-PlattformJIT in der Fertigung: von WIP-Transparenz zum Materialfluss
Just-in-Time-Materiallieferungen werden oft mit der Automobilproduktion verbunden, doch das gleiche Prinzip gilt für viele andere Fertigungsumgebungen. Jede Fabrik mit Work-in-Progress, mehreren Produktionsschritten, gemeinsam genutzten Arbeitsstationen, begrenzter Fläche oder hoher Produktvielfalt kann davon profitieren, Material näher an den Zeitpunkt zu bringen, an dem es tatsächlich benötigt wird.
Ein gutes Beispiel ist AFL, ein Hersteller von Stahl- und Metallkomponenten mit einer High-Mix-Produktionsumgebung. In der AFL-Case-Study wird beschrieben, wie das Unternehmen mit Herausforderungen bei der Transparenz auf dem Shopfloor, beim Auffinden von Arbeitsaufträgen, beim Verfolgen des Produktionsstatus und beim Management von WIP über mehrere Produktionsstufen hinweg konfrontiert war. Der Betrieb umfasst mehr als 60.000 SKUs und eine mediane Produktionslosgröße von nur 10 Einheiten, was Transparenz und Priorisierung besonders wichtig macht.
In einer solchen Umgebung wird Material oft zu früh vorbereitet oder geliefert, weil Teams spätere Engpässe vermeiden wollen. Vor einem JIT-Ansatz mit RTLS konnte das gesamte Material für die verschiedenen Produktionsschritte an den Arbeitsstationen abgelegt werden, sobald der Auftrag freigegeben wurde. Wenn der Auftrag diese Arbeitsstation jedoch erst Tage später erreichte, führte das zu zu viel Material auf dem Boden. Material konnte erneut bewegt, verlegt, mit anderen Aufträgen vermischt oder sogar umgewidmet werden, bevor es tatsächlich benötigt wurde.
Mit Pozyx wurde der WIP-Auftrag zum Auslöser für den nächsten Logistikschritt. Während sich der Auftrag durch die Produktion bewegt und einen Geofence in der Nähe der nächsten Arbeitsstation betritt, erkennt das System, dass sich der Auftrag nähert. Eine Regel kann dann eine Benachrichtigung auslösen, zum Beispiel per E-Mail, damit die Logistik weiß, wann das benötigte Material just in time zu liefern ist.
Wo Sequenzierung ins Spiel kommt
In der Automobilindustrie und ähnlichen Fertigungsbranchen mit hohen Stückzahlen wird JIT häufig mit Sequenzierung kombiniert, auch bekannt als Just-in-Sequence (JIS). In diesen Umgebungen müssen Materialien nicht nur zur richtigen Zeit eintreffen, sondern auch in genau der Reihenfolge, die der Produktionsprozess erfordert.
RTLS hilft dabei, indem es der geplanten Sequenz eine physische Echtzeitvalidierung hinzufügt. Wenn ein verfolgter Träger, Wagen oder Kit einen liniennahen Geofence betritt, kann das System prüfen, ob es sich um Folgendes handelt:
- das erwartete Material,
- an der erwarteten Arbeitsstation,
- innerhalb des erwarteten Zeitfensters,
- und in der erwarteten Reihenfolge.
So wird Standorttracking zu einer Prozessvalidierung. Statt nur zu fragen: „Wo ist es?“, kann das System fragen: Ist dies jetzt der richtige Artikel für diesen Prozessschritt?
Was sollte getrackt werden?
Eine häufige Frage ist, ob jedes Kit einen eigenen Tracker benötigt. Die Antwort lautet: nicht unbedingt. Es gibt verschiedene Tracking-Ebenen, und die richtige Wahl hängt vom Anwendungsfall, der erforderlichen Genauigkeit und dem Kostenmodell ab.
Ebene 1: Tugger, Gabelstapler oder AGV tracken
Die einfachste Lösung ist es, die Materialtransportgeräte zu tracken.
Das schafft Transparenz über:
- den Standort des Tuggers oder Gabelstaplers,
- die genutzten Routen,
- die Dauer der Transporte,
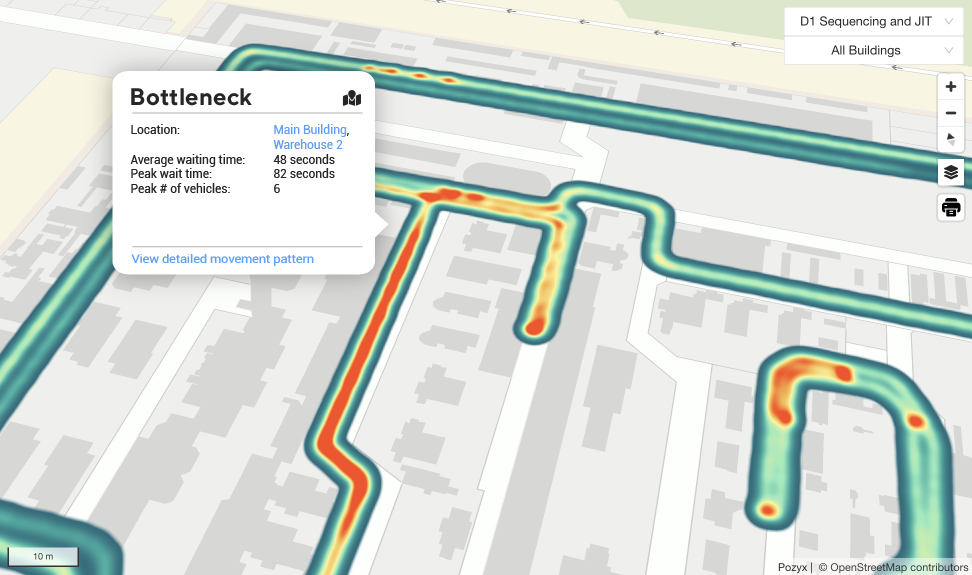
- auftretende Engpässe,
- und ob Fahrzeuge bestimmte Zonen befahren oder verlassen.
Das ist nützlich für Flottentransparenz und Transportoptimierung. Allein damit lässt sich jedoch nicht immer nachweisen, welches Material transportiert wird, sofern die Ladung nicht über eine andere Methode wie Barcode, RFID, Eingabe durch Mitarbeitende oder Systemintegration identifiziert wird.
Ebene 2: Wagen, Gestell oder Mehrwegbehälter tracken
Eine stärkere Option für JIT und Sequenzierung ist es, den Träger zu tracken.
Das kann ein Wagen, Gestell, Dolly, eine Palette, ein Tugger-Train-Träger oder ein Mehrwegbehälter sein. Der physische Tracker wird am wiederverwendbaren Logistik-Asset angebracht, während die Plattform oder das integrierte Geschäftssystem weiß, was der Träger aktuell enthält.
Zum Beispiel:
- CART-12 enthält KIT-041, KIT-042 und KIT-043.
- Slot 1 ist für Assembly Stop 1.
- Slot 2 ist für Assembly Stop 2.
- Slot 3 ist für Assembly Stop 3.
Wenn sich der Wagen bewegt, trackt Pozyx den Wagen. Das System kann dann das digitale Ladeverzeichnis nutzen, um zu verstehen, was wohin und wann geliefert werden soll.
Dieser Ansatz ist oft skalierbarer als das Taggen jedes einzelnen Kits. Er passt außerdem gut zu Mehrwegbehältern, Gestellen und Wagen, die sich wiederholt durch die Fabrik bewegen.
Darüber hinaus kann präzises Wagen-Tracking auch die automatisierte Logistik unterstützen. Mit UWB-basierter Positionierung können Wagen mit einer Genauigkeit von etwa 10–30 cm lokalisiert werden, sodass AMRs genau wissen, wo sich ein Wagen befindet, und zuverlässig dorthin navigieren können, um ihn aufzunehmen. Das ermöglicht reibungslosere Übergaben zwischen manueller Logistik, getrackten Wagen und autonomen Transportsystemen.
Ebene 3: Einzelne Kits oder hochwertige Artikel tracken
In manchen Fällen ist es sinnvoll, einzelne Kits, Teile oder Arbeitsaufträge direkt zu tracken.
Das ist nützlich, wenn:
- der Artikel einen hohen Wert hat,
- eine Rückverfolgbarkeit auf Artikelebene erforderlich ist,
- der Prozess viele manuelle Übergaben umfasst,
- die Kosten eines fehlenden Artikels hoch sind,
- oder ein exakter physischer Nachweis benötigt wird.
Dies bietet das höchste Maß an Transparenz, erfordert aber auch mehr Tags, mehr Tag-Management und potenziell höhere Kosten.
Indirektes Tracking: keinen Tracker an jedem Kit anbringen
Für viele Prozesse ist die beste Lösung nicht, jeden einzelnen Artikel zu taggen. Stattdessen können Unternehmen indirektes Tracking nutzen.
Die Idee ist einfach: Statt jede Palette, jedes Kit oder jeden Behälter direkt zu tracken, trackt man die Geräte, die sie bewegen, und identifiziert, was transportiert wird. Wenn ein getrackter Gabelstapler, Tugger oder AMR eine Ladung aufnimmt, ordnet das System diese Ladung dem bewegten Gerät zu. Wenn sie abgesetzt wird, aktualisiert das System den Standort der Ladung basierend auf dem Standort des Geräts.
Dieses Konzept wird im Blog über Paletten-Tracking und scanlose Abläufe ausführlicher erklärt: Paletten-Tracking und wie man einen scanlosen Betrieb erreicht
Dasselbe Prinzip lässt sich auf JIT und Sequenzierung anwenden. Wenn es zu teuer oder unpraktisch ist, an jedem Kit einen Tracker anzubringen, kann das System dennoch Transparenz schaffen, indem es Folgendes kombiniert:
- getrackte Gabelstapler, Tugger oder AGVs,
- Barcode-, RFID- oder mitarbeiterbasierte Ladeidentifikation,
- Geofences an Abhol- und Absetzbereichen,
- und Regeln, die validieren, ob das richtige Material an den richtigen Ort bewegt wurde.
Den Kreislauf mit leeren Wagen schließen
Das Tracking von Wagen oder Mehrwegbehältern schafft außerdem eine weitere Möglichkeit: das Management des Rücklaufs.
Nachdem Material geliefert und verbraucht wurde, können leere Wagen zu einem Abholpunkt in der Nähe der Arbeitsstation geschoben werden. Ein Geofence kann erkennen, wenn leere Wagen zur Rückgabe bereitstehen. Das System kann dann automatisch eine Liste leerer Wagen erzeugen, die auf Abholung warten, und die Logistik zur Abholung auslösen.
So lässt sich ein weiteres häufiges Problem vermeiden: dass Mehrwegbehälter in der Fabrik verschwinden.
Dadurch wird der JIT-Prozess über die Lieferung hinaus erweitert und ein geschlossener Materialkreislauf geschaffen.
Wie die Pozyx Platform dabei unterstützt
Die Pozyx Platform führt Standortdaten, Geofences, Trackables, Dashboards und die Rule Engine in einer operativen Ebene zusammen.
In einem JIT- oder Sequenzierungs-Setup kann die Plattform genutzt werden, um Folgendes zu definieren:
- Trackables wie Tugger, Gabelstapler, AGVs, Wagen, Gestelle, Behälter, Kits oder WIP-Aufträge;
- Geofences wie Lagerzonen, Abholzonen, Verkehrspunkte, Arbeitsstationsbereiche, liniennahe Puffer und Abholbereiche für leere Wagen;
- Regeln wie „Dieser Wagen sollte innerhalb dieses Zeitfensters an dieser Arbeitsstation eintreffen“;
- Trigger wie „Sende eine E-Mail, wenn ein WIP-Auftrag diesen Geofence betritt“ oder „Löse einen Alarm aus, wenn ein falscher Wagen diese Station betritt“;
- Dashboards, die zeigen, wo sich Material befindet, was verspätet ist, was wartet und welche Ausnahmen aktiv sind.

Die Rule- und Trigger-Engine macht es möglich, Standortereignisse in Workflow-Ereignisse zu verwandeln.
Beispiele sind:
- Wenn ein WIP-Auftrag den Geofence vor der Arbeitsstation betritt, die Logistik benachrichtigen.
- Wenn ein Wagen den falschen Arbeitsstations-Geofence betritt, einen Alarm auslösen.
- Wenn ein benötigtes Kit vor der JIT-Frist nicht angekommen ist, eine Warnung vor verspäteter Lieferung auslösen.
- Wenn sich zu viele Wagen in einem liniennahen Puffer befinden, eine Stauwarnung auslösen.
- Wenn ein leerer Wagen die Abholzone betritt, ihn zur Rückgabeliste hinzufügen.
- Wenn Material in der falschen Reihenfolge eintrifft, den Vorgesetzten benachrichtigen.
Diese Regeln können in der Pozyx-Plattform konfiguriert und auch über APIs, Webhooks oder andere Schnittstellen mit externen Systemen integriert werden. Das bedeutet, dass Pozyx ERP-, MES- oder WMS-Systeme nicht ersetzt. Stattdessen ergänzt es den digitalen Produktionsplan um den fehlenden physischen Kontext.
Vom Standorttracking zur Flusssteuerung
Letztlich funktioniert JIT nur dann, wenn der physische Materialfluss so zuverlässig ist wie das dahinterliegende Planungssystem. ERP-, MES- und WMS-Systeme können definieren, was passieren soll, verfügen aber oft nicht über Echtzeit-Transparenz darüber, was auf dem Shopfloor tatsächlich passiert. Genau an dieser Lücke beginnen Verzögerungen, falsche Lieferungen, verpasste Scans und kostspielige Feuerwehreinsätze.
Durch das Tracking von Gabelstaplern, Tuggers, Wagen und Mehrwegbehältern können Hersteller die geplante Sequenz mit der realen Bewegung von Materialien verbinden. So lassen sich Probleme früher erkennen, bestätigen, dass das richtige Material zur richtigen Station bewegt wird, und der Bedarf an übermäßigen Puffern oder manuellen Kontrollen reduzieren.
Das Ziel ist nicht nur zu wissen, wo sich etwas befindet. Das Ziel ist, JIT zuverlässiger, transparenter und einfacher zu steuern zu machen, bevor kleine Störungen zu Problemen führen, die die Linie stoppen.
Wenn Sie loslegen möchten, kontaktieren Sie uns für ein Kit oder einen Test, API-Dokumentation und weitere Informationen:
Verfasst von
Samuel Van de Velde

CTO & Mitgründer bei Pozyx
Samuel ist Elektroingenieur mit großem Interesse an Ortungstechnologie. Er verfügt über Erfahrung in Unternehmertum, öffentlichem Reden, Produktmanagement, dem Internet der Dinge (IoT) und Machine Learning. Nach seinem Abschluss im Jahr 2010 trat er dem Department of Telecommunications and Digital Information Processing (TELIN) bei, um dort einen Ph.D. zum Thema kollaborative Indoor-Ortung zu verfolgen. 2015 gründete er aus dieser Forschung heraus das Spin-off-Unternehmen Pozyx.


